Bend Relief Size For 16 Gauge Sheet Metal

16 Gauge Stainless Steel Sheet Metal 1 4306 Stainless Plate Buy 16 Gauge Stainless Steel Sheet Metal 16 Gauge Stainless Steel Sheet Metal Sheet Metal 1 4306 Stainless Plate Product On Alibaba Com

Bend Allowance Sheetmetal Me
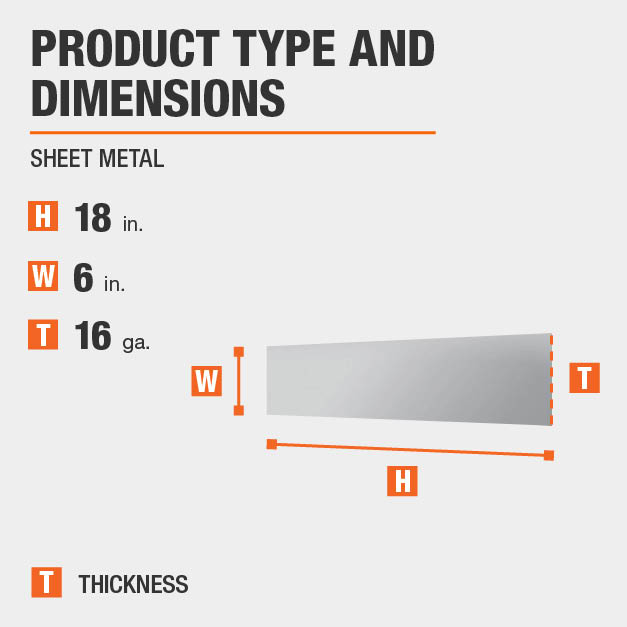
Everbilt 6 In X 18 In 16 Gauge Plain Steel Sheet Metal 801467 The Home Depot

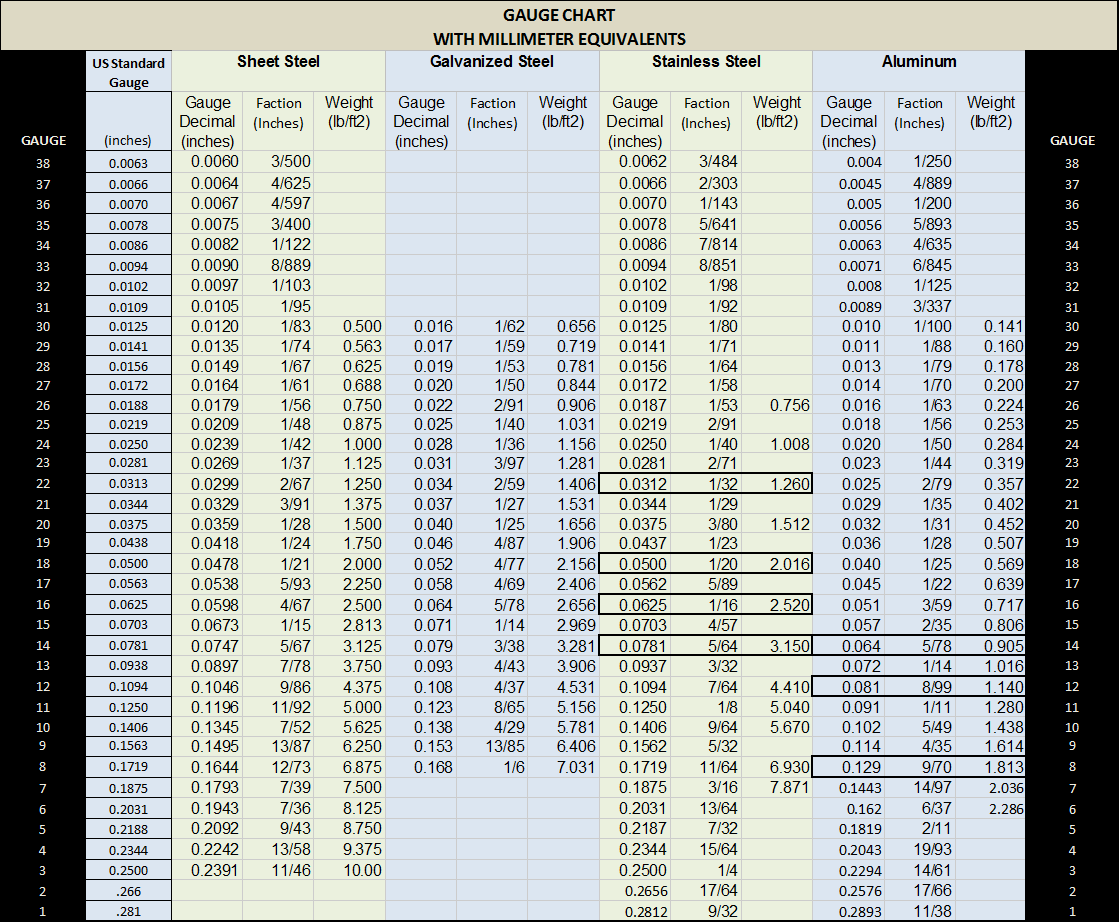
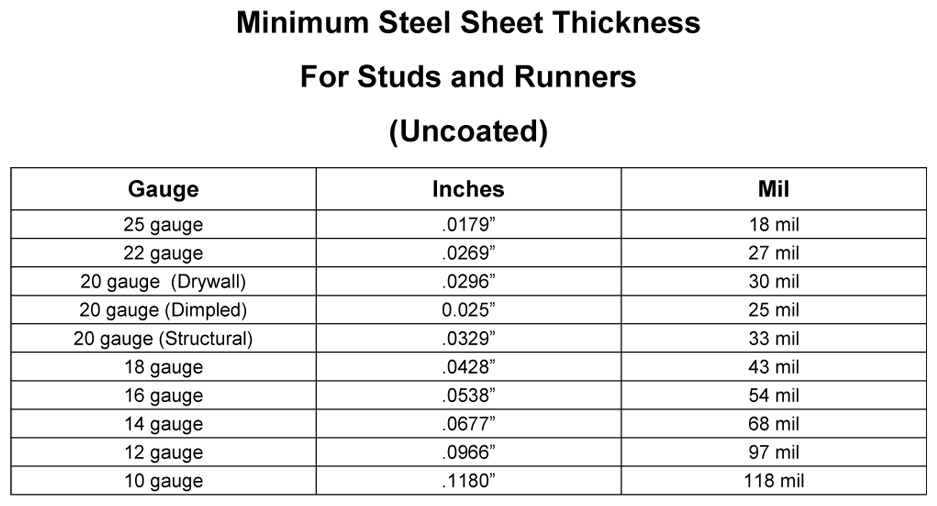
Sheet Metal Gauge To Mm Gauge To Thickness Chart Download Sheet Metal Is Metal Formed By An Industrial Process Into Sheet Metal Gauge Metal Gauge Sheet Metal
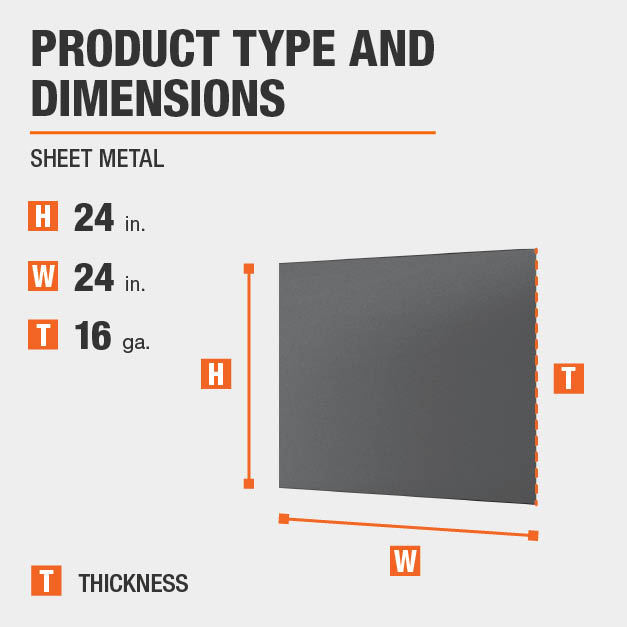
Everbilt 24 In X 24 In 16 Gauge Plain Sheet Metal 800657 The Home Depot

Visual Chart Of Plate Thickness In Guage And Millimeter Cleaning Jewelry Metal Jewelry Jewelry Making

Use this document to choose values that are both manufacturable and meet your needs.
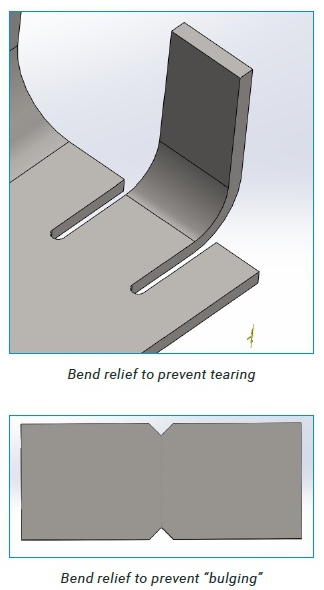
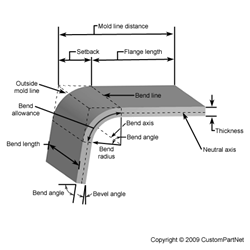
Bend relief size for 16 gauge sheet metal. The bend allowance describes the length of the neutral axis between the bend lines or in other words the arc length of the bend. Bend radii minimum bend sizes it is most economical to use a single bend radius throughout the design but if necessary you can utilize multiple radii. A bend relief creates space between the bent and unbent surfaces so that the edge of the sheet metal is perpendicular to the bend itself. Sheet metal parts with a minimum of 0 9mm to 20mm in thickness can be manufactured.
As this happens you gain a small amount of total length in your part. When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched. Bend radii minimum bend sizes. Synchronous sheet metal is pretty cool even cooler than just normal synchronous modeling if you ll excuse that word.
When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched. In general a minimum bend relief is equal to the material thickness plus the inside bend radius. For example if you make a partial flange as above using all the defaults the software makes relief cuts at the end of the bends as shown to the right. Likewise when you are trying to develop a flat pattern you will have to make a deduction from your desired part size to get the correct flat size.
To eliminate this a bend relief is added so the edge of the sheet metal is perpendicular to the bend. The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications. Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal. Therefore the bend allowance added to the flange lengths is equal to the total flat.
A 1 degree tolerance on all bend angles. The minimum bend radius data shown in these charts is measured to the inside of the bend. The gap between the bend and surrounding material allows us to shape the sheet in the press brake cleanly eliminating cracking and tearing. Bends in sheet metal are manufactured using sheet metal brakes.
One benefit of a bend relief is that it makes the part easier to produce. The bend allowance and bend deduction are two measures that relate the bent length of a piece of sheet metal to the flat length. As this happens you gain a small amount of total length in your part. When designing parts for laser cutting one should not make holes smaller than the thickness of the material.
When designing sheet metal parts and enclosures it is helpful to use these values as the basis for your design.

Everbilt 12 In X 24 In 26 Gauge Zinc Plated Sheet Metal 801537 Steel Sheet Metal Steel Sheet Zinc Plating
Comparing Stainless Steel Types And Gauges

Wall Section Feature Wall Detail Tectonic Design At Two Union Square Architect Magazine Courtesy N In 2020 Architect Magazine Galvanized Sheet Metal Feature Wall

K Factor Sheetmetal Me

Pin On Process

Pin On Tables Charts For Conversions Et Cetera

Designing For Sheet Metal Fabrication White Paper

How To Control The Warping Of Parts In Thin Sheet Metal Fabricating And Metalworking
What Sheet Metal Shops Wish You Knew Reasonable Tolerances Grain Direction And The Base Flange

Build Your Own Hydraulic Forging Press How To Basic Skills Forging Power Hammer Hydraulic
Light Gauge Metal Stud Framing Buildipedia

Mini Bending Brake Metal Working Tools Metal Working Metal Tools

12 X 10 Gauge Sheet Metal Roller Slip Roll Rolling Metalworking Brass Steel Metal Bending Tools Sheet Metal Roller Sheet Metal Fabrication

Slip Roll Stand By Ries Homemade Slip Roll Stand Constructed From Square Steel Tubing Angle Iron And 16 Gau Metal Working Tools Diy Workshop Metal Working
Everbilt 6 In X 24 In 22 Gauge Plain Sheet Metal 800597 The Home Depot

Pin On Furniture Designs
Third Relief Facet Gif 500 724 Trajes De Bricolaje Tecnicas De Dibujo Disenos De Unas
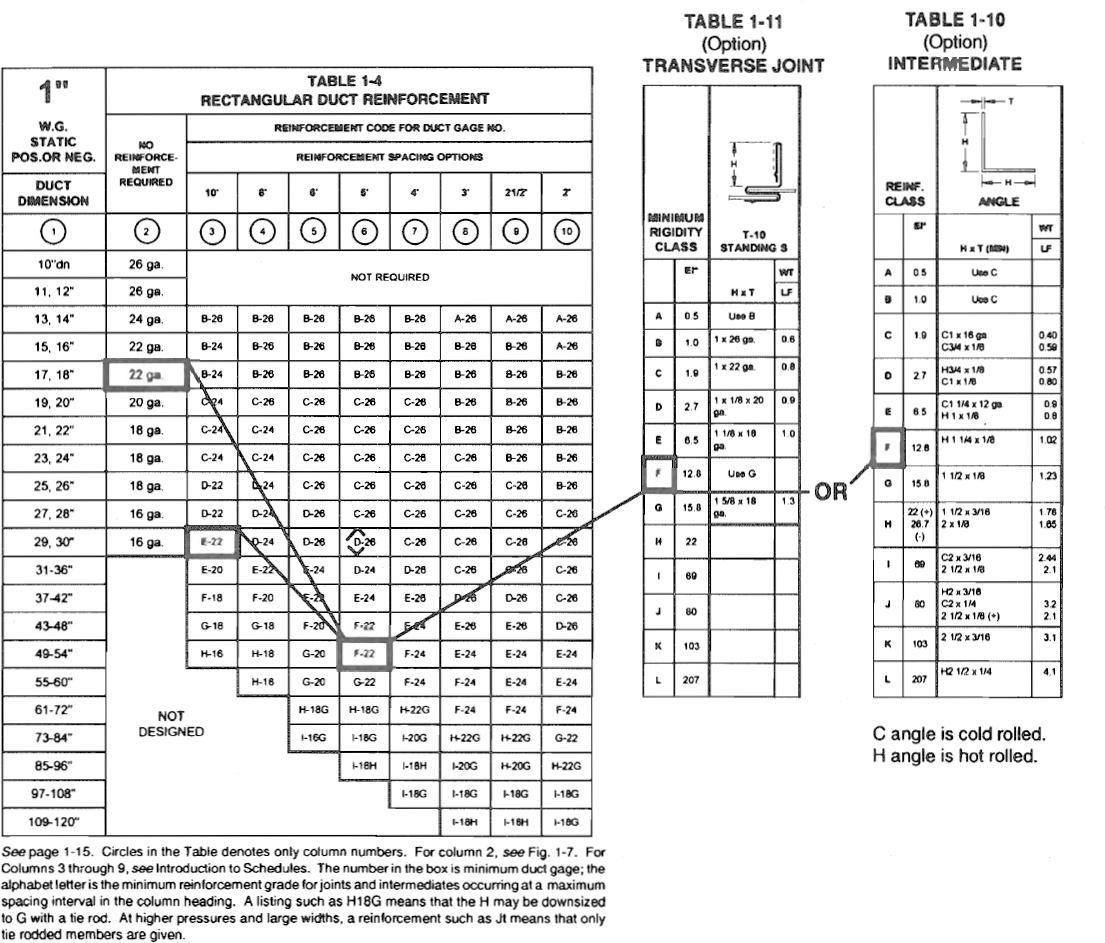
Hvac Duct Construction Standards
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau

Whimsie Studio Craft Metal Tools Sheet Wire In Copper Aluminum Brass Nickel Metal Crafts Copper Sheets Copper Art

Kick Shear Foot Shear By Tennsmith 52 Inch 16 Gauge Sheet Metal

National Sheet Metal Machines Nh5216 52 Inch 16 Gauge Hydraulic Shear

Decorative Metal Trim Molding The Benefits Of Over Wood Metal Decor Metal Trim Moulding Accents
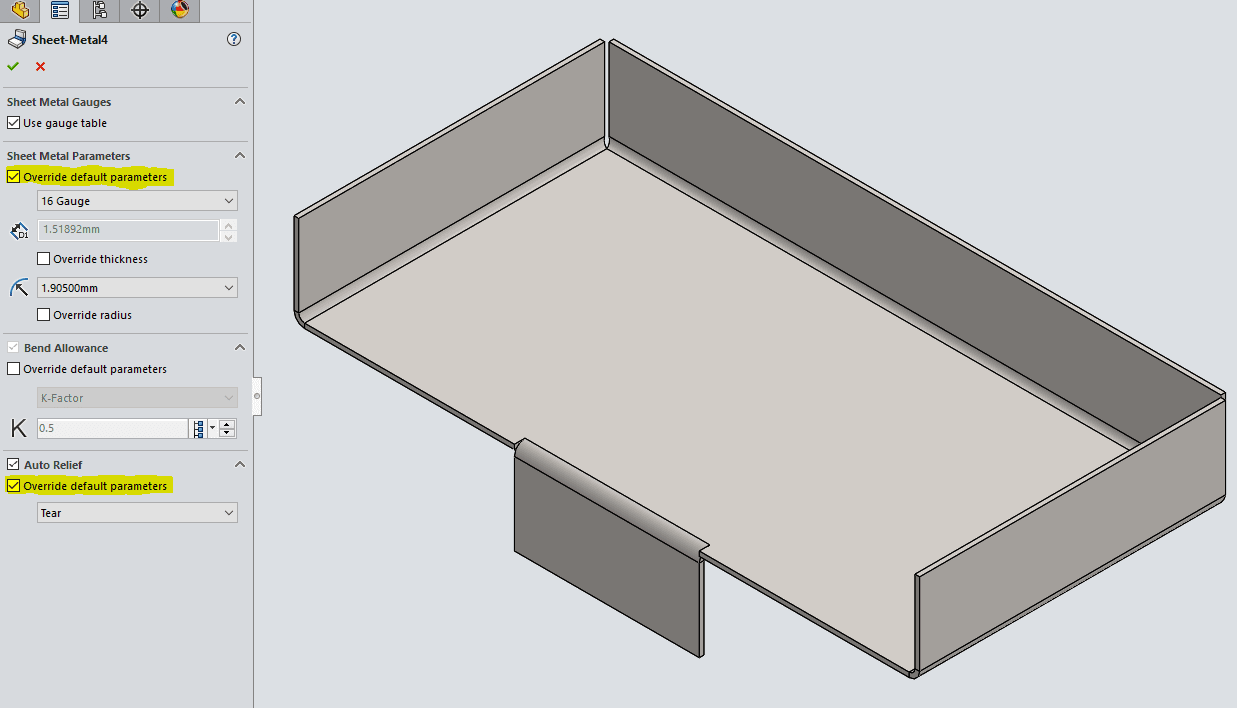
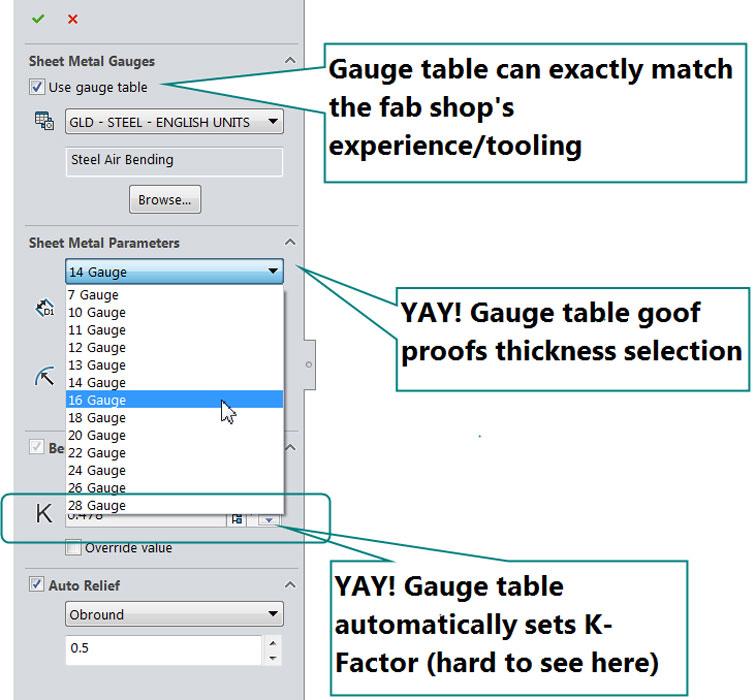
Solidworks 2017 Sheet Metal Options
How To Cut Thin Metal Precisely Kevin Caron Youtube

Last Day Promotion Video In 2020 Cool Gadgets To Buy Cool Tools Metal Working Tools

Salmon Wall Art Stainless Steel By Btsculpture On Etsy 45 00 Metal Fish Wall Art Sheet Metal Art Metal Art Projects

Solved The Extents Feature Is Grey Out In Contour Flange Of Sheet Metal Autodesk Community Inventor
Everbilt 24 In X 24 In 22 Gauge Plain Sheet Metal 800627 The Home Depot

Ampere To Coulomb Per Second Conversion Chart Ampere Math Charts Fundamental Math

Sheet Metal Roller Plans Thorough Professional Sheet Metal Roller Sheet Metal Fabrication Sheet Metal

Pin On Jewelry Bezel Setting
Designfax Technology For Oem Design Engineers
Amazon Com 12 X12 Copper Sheet Metal Lead Free 2 16 Ounce Workable Copper Sheets For Jewelry Crafts Repairs Enameling Electrical Industrial Scientific

Pin On Gadgets
Bend Allowance Calculator

Pin By Cheryl Gray Mccann On Jewelry Leather Cuffs Bracelet Leather Bracelet

Drill Bit Angles Easily Explained Recommended Angles For Materials Drill Bits Drill Bit Sharpening Drill

Metalsdepot Buy Galvanized Angle Online

Usg Design Studio Ul U311 Fire Resistant Assembly Fire Rated Assembly Fire Rated Detail Design Design Studio Design Details

Pexto Foot Shears Tennsmith

Gd T Symbols Mechanical Engineering Design Mechanical Design Engineering Symbols

